单一麦芽威士忌(Single Malt Whisky,简称单麦威士忌),是苏格兰威士忌(Scotch whisky)的一种,这种威士忌个性鲜明,香气和口感都更加浓烈,号称爷们儿中的爷们儿,是威士忌爱好者的必选。不同威士忌酿造方法各异,这次就专门介绍一下单麦威士忌是如何酿造的。
苏格兰威士忌酒厂用于烘干大麦的宝塔式屋顶

在此之前先明确一个概念:
什么是单麦威士忌?
苏格兰单一麦芽威士忌是指由同一家蒸馏厂仅使用大麦、水和酵母制作,并且在苏格兰境内以橡木桶熟成至少 3 年的威士忌。熟化时,酒厂可以混合不同年龄、不同类型的桶(例如:雪利酒桶/美国波本酒桶)。传统上,大部分威士忌都会标示具体的年龄,这个年龄是最年轻基酒的酒龄。
单麦威士忌怎么酿造的?
在详细介绍之前,先看看都有哪些步骤:
01|种植和收获大麦
02|发芽,以产生提取糖所需的酶
03|烘干麦芽
04|碾磨麦芽
05|糖化
06|酒精发酵(9%ABV)
07|2 次蒸馏,第 1 次酒精度达 25%ABV 左右,第 2 次达 65%ABV左右
08|橡木桶熟化改善风味
09|装瓶销售
01
种植和收获大麦

大多数酿酒厂都试图从苏格兰购买大麦,但这并不是苏格兰威士忌的固定要求。有些酿酒厂的大麦甚至就来自自家酒厂旁边,比如齐侯门 100% 艾雷岛(Kilchoman 100%Islay)威士忌和布赫拉迪艾雷岛大麦(Bruichladdich Islay Barley)威士忌。
02
麦粒发芽
收获的大麦是干的,此时还无法进行发酵。众所周知,大麦中充满了淀粉,淀粉是多糖。酵母可以将单糖转化为酒精,但它不能分解多糖。因此,谷物需要先发芽,然后碾碎成末,从而将淀粉转化单为糖。

用大水箱浸泡大麦
麦粒发芽是一个神奇的过程。如果将收获的大麦在水里浸泡 1 天左右,它就会开始发芽。1 天后,将湿大麦散在室内地板上,以保持麦芽生长并慢慢变干。如果此时留着不管,麦芽就会纠缠结团,所以每隔 8 小时就会要把它们松散开并确保它们均匀干燥。即使在几天后,谷物仍然有些潮湿,但发芽过程会减慢。这个过程中会产生天然的酶,它能将淀粉转化为单糖。

由于这是一个劳动密集型工艺,现在只有几家酿酒厂仍坚持自己发芽大麦。其他大部分都是专业的大型麦芽厂通过高度自动化操作完成。

03
烘干
麦芽需要完全干燥后才能用于制作威士忌。这个程序是在大窑中完成的,麦芽被放置在细金属丝网上进行烘烤直到完全干燥。加热可以使用任意燃料,所以每个地区都有使用最便宜的燃料来烘干谷物的传统。在内陆多使用煤,这种燃料燃烧非常干净并且不会给大麦带来过多的味道。

使用煤或泥煤窑烘干麦芽
在岛上,既没有木材也没有煤炭,因此他们会使用容易获得的泥煤来烘干麦芽。泥煤燃烧时带有深色刺鼻的烟雾,会给麦芽和最终的威士忌带来一股烟熏味。这就是艾雷岛威士忌的泥煤味。在现代,泥煤烟雾对麦芽的影响都被严格计算,精确到百万分率。

农村地区仍采泥煤作为热源
04
碾磨
即使谷物已经发芽,大麦仍然大部分还在壳里,碾磨过程中会将大麦外壳破开。大多数酿酒厂都使用 Porteus 机械磨来磨麦芽,很多机子都已超过 100 年仍在使用中。这种机器非常耐用,基本没人换,因此制造它们的公司都已经倒闭了。

碾磨机
通过碾磨过程,麦芽被分解为 20% 麦壳、70% 粗砂和 10% 面粉的混合粉末,这是糖化的理想比例。
05
糖化
糖化是酶将麦芽中的淀粉分解成单糖过程。这些酶天然存在于麦芽中,因此只需要将其浸泡在适当温度的水中,酶自会完成所有的工作。这些酶在 68°C(155°F)左右最活跃,但要完成对糖的完全提取往往需要更广阔的温度范围。
首先,加入 65°C 的水开启糖化过程,1 小时后,将水排出并加入 70℃ 的水。浸泡后再次排出并与第 1 次排出的水混合,称为“Wash”,即“酒醪”。第 3 次加入 75°C 的水以提取剩余的糖,这次排出的水另外保存并用于下一次糖化,因为这里面含有的糖分太低了。

格兰菲迪威士忌酒厂的巨大糖化锅
酒醪必须在发酵开始前冷却,因为高温会杀死酵母。大多数蒸馏厂使用逆流冷却系统:冷水经过时将对面来的酒醪冷却下来。这样一来,冷水得到升温可以进入糖化过程,而酒醪则得到冷却可以加入酵母进入发酵过程。剩下的麦芽残渣通常会干燥后送到农场,奶牛很爱吃。
06
发酵
冷却后的酒醪会进入到一个大型发酵槽中,然后加入酵母并开始发酵。大多数酿酒厂会添加大量非常活跃的酵母,只需 3-5 天即可达到 8%ABV 至 9%ABV 的酒精含量。这个过程和酿啤酒很像,不过酿啤酒的酵母大多数需要 1 周以上的发酵时间,而且大多数啤酒由于水中的糖含量较低酒精只有 4-6%ABV。

格兰菲迪这样的大酒厂有很多发酵槽
07
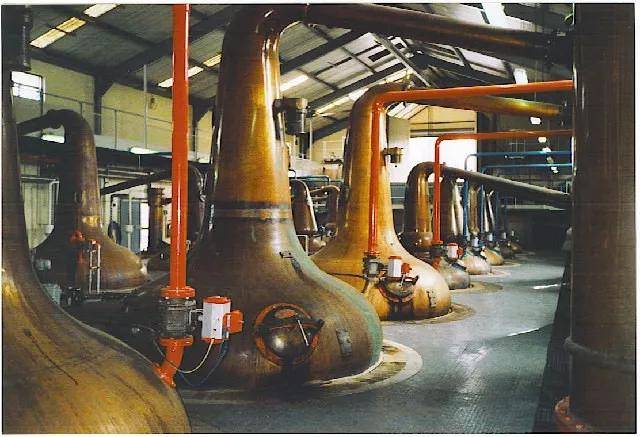
蒸馏
蒸馏是将酒精度 9% 左右增加到 65% 甚至更高的过程。这个过程是在铜制壶式蒸馏器中完成的。其中低酒精度的液体在蒸馏器底部被加热。由于酒精的沸点低于水,因此酒精蒸汽比水更容易上升。酒精蒸气上升到蒸馏器的顶部,当它从颈部导出时被冷凝成液态。
需要 2 次蒸馏才能达到威士忌所需的酒精度。第 1 次蒸馏将 9%ABV 的酒精度增加到 25%ABV 左右,第 2 次再次将其提升至约 65%ABV。
当蒸馏器中的液体第 1 次被加热时,分离出的第 1 层酒液酒精度最高,达 75%ABV 左右,并且含有许多令人不愉快的味道,它被称为“Foreshots”,即头液。因为它们口感太差所以被分离开。当蒸汽的酒精度下降到 70% ABV左右时(约 10 分钟后),从此蒸馏的一层酒液被称为“Heart”,即中心液,这一层才会被用来制作威士忌。随后酒精度继续下降,当到 60%ABV 时,往后一层的酒液叫“Feints”,即尾液。头液和尾液通常会混合在一起并添加到下一批低度酒中进行蒸馏。
经过 2 次蒸馏后得到的酒液酒精度大约为 67%ABV,它清澈,而且带有辛辣的青草和酒精味,可以用“年轻”来形容这种风味。为了保持一致,在酒液进入橡木桶熟化之前通常会把酒精度统一降低至 65% ABV。
08
熟化
苏格兰威士忌必须在橡木桶中熟化至少 3 年,但大多数单一麦芽威士忌的陈年时间要长得多。这个过程会改变威士忌的味道,并使其呈现棕褐色或微红色。每年约有 2% 的酒液会在熟化过程中挥发。挥发的部分被称为“Angel’s share”,即天使的份额。所以酒厂有种说法,苏格兰的天使非常幸福,因为每年都能喝到免费好酒。由于酒精比水更轻更容易挥发,因此随着时间的推移,威士忌的酒精度会降低。

酒厂可以选择使用任意橡木桶进行熟化,但大多数用的都是美国橡木制作的波本桶(Bourbon)。这是因为美国法律规定波本威士忌只能在全新的桶中陈酿,所以苏格兰酿酒厂可以用比较低的价格买到这些只用过一次的橡木桶。
历史上苏格兰威士忌也使用过的雪利桶(Sherry),但近年来苏格兰威士忌产量增加导致雪利桶需求增加,雪利桶变得非常昂贵。雪利酒桶价格约为 3,354 元/个,尽管它们的容量是波本桶的 2 倍,可价格还是太高了。这也是为什么酒厂一直在寻找新的方法来为他们的威士忌增加甜味(果味),比如使用波特桶(Port)或葡萄酒桶(Wine Barrel)。
酿酒厂自己决定每桶威士忌的熟化时间是否足够,以及他们想要如何出售威士忌。大多数相对年轻的威士忌在 100% 美国橡木桶中熟化,他们只需简单地将所有相同年龄的酒桶倒入一个大不锈钢罐中进行混合。这样一来,每个桶年龄和味道的细微差异就被平衡掉,随后酒厂会再给一段时间让威士忌味道融合稳定。
还有一些比如 15 年及以上的威士忌,会混合使用波本桶和雪利桶。在这种情况下,一部分威士忌在美国橡木桶中熟化了 15 年,另一部分在雪利酒桶中熟化了整整 15 年。然后要将 2 种按适当的比倒入不锈钢罐中进行混合,再给予一段时间让风味融合后装瓶。
一些特色威士忌还会换桶熟化。比如它们会先在波本桶中熟化一段时间,然后在雪利桶中完成接下来的熟化,或者甚至在葡萄酒桶中熟化 6-12 个月来增加水果风味。
09
装瓶

如今,大多数酿酒厂都用大型不锈钢罐车将威士忌送到装瓶厂。威士忌酒瓶最常见的容量是 700 毫升,但是一些酿酒厂生产较小的 50 毫升或 20 毫升礼品装;500 毫升常用于昂贵的特殊产品,1,000 毫升则更常在免税商店出售。还有一些酒厂仍坚持自己装瓶,有的使用机械化操作,也有的是手动完成,手动装瓶的劳动是非常辛苦的。(参考自Tomalphin)